Strain Gage Bonding Procedure
Select strain gage.
Select the strain gage model and gage length which meet the requirements of the measuring object and purpose. For the linear expansion coefficient of the gage applicable to the measuring object, refer to Linear Expansion Coefficients of Materials.

Remove rust and paint.
Using a sand cloth (#320), polish the strain-gage bonding site over a wider area than the strain gage size. Wipe off paint, rust and plating, if any, with a grinder or sandblast before polishing.
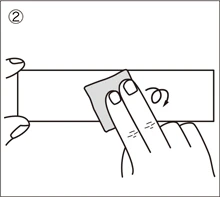
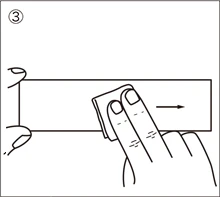
Remove grease from bonding surface and clean.
Using an industrial tissue paper dipped in acetone, clean the gage bonding site. Strongly wipe the surface in a single direction to collect dust and then remove by wiping in the same direction. Reciprocal wiping causes dust to move back and forth and does not ensure cleaning.
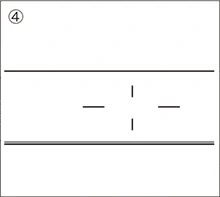
Decide bonding position.
Mark the measuring site in the strain direction. Use a 4H pencil or a marking-off pin. When using a marking-off pin, take care not to deeply scratch the gage bonding surface.
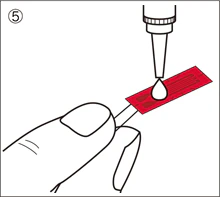
Apply adhesive.
Ascertain the back and front of the strain gage. Apply a drop of adhesive (CC-33A) to the back of the strain gage.
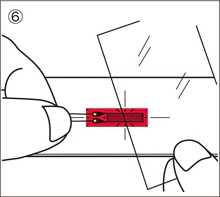
Bond strain gage.
After applying a drop of the adhesive, put the strain gage on the measuring site while lining up the gage reference line with the marking-off lines. Cover the strain gage with the accessory polyethylene sheet.
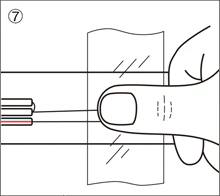
Press strain gage.
Press it over the sheet with a thumb. Quickly perform steps ⑤ to ⑦ as a series of actions.
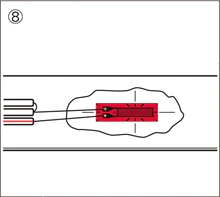
Complete bonding work.
After pressing the strain gage with a thumb for one minute or so, remove the polyethylene sheet and make sure the strain gage is securely bonded. The above steps complete the bonding work. However, good measurement results are available after 60 minutes of complete curing of the adhesive.
Please feel free to consult us first.
Please feel free to contact us if you have any problems with measurements or if you have questions about our products.
Products
Here are products that support all measurement scenarios, such as strain gages, sensors, and measuring instruments.
Please feel free to contact us if you have any problems with measurements or if you have questions about our products.
Products
Here are products that support all measurement scenarios, such as strain gages, sensors, and measuring instruments.